
не признались добрые люди почем такой набор вышел? )))
классные таблички, надо распечатать и на стенку прибить )))
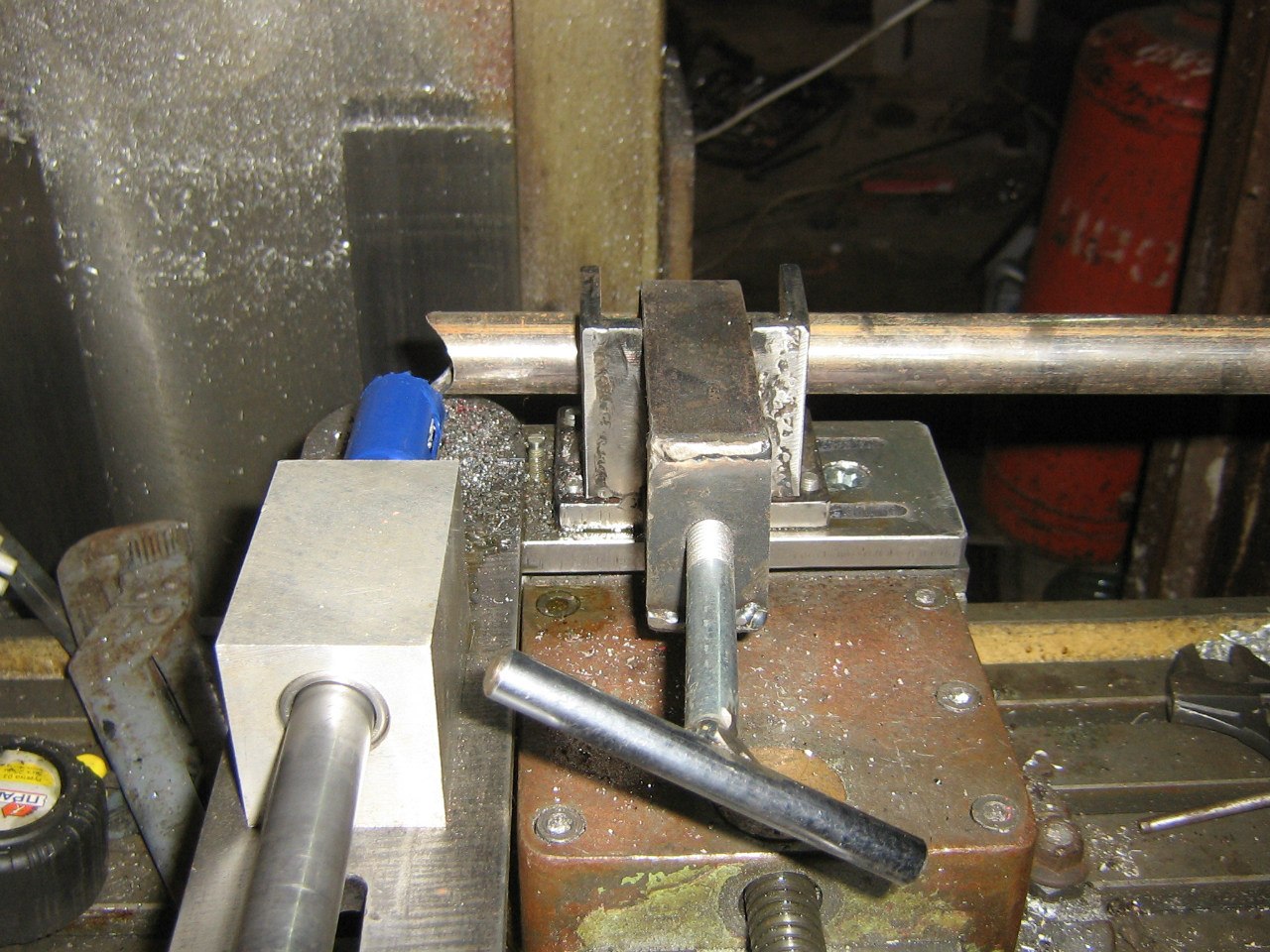
торцеватель для труб
Модератор: User buggy
Re: торцеватель для труб
https://vk.com/teamrusbuggy
https://vk.com/rusbuggy
https://vk.com/rusbuggy
Re: торцеватель для труб
Они сами не знают :-))... они его в куче всякого выписали, общий счёт есть, а разблюдовки нет.. сказали что около 200 $, но точно никто не скажет... а выбор пал на эту фирму потому как в прошлый раз одному инженеру выдали свёрла этой конторы, и он 10мм нержавейку сверлил как дерево ( с его слов)... они меня обязали сделать отчёт, сколько выдержит и как работать... но пока гаража нет, будет лежать без дела..
-
RomaGTR4WD
- Продвинутый
- Сообщения: 80
- Зарегистрирован: Вт авг 22, 2006 4:42 pm
Re: торцеватель для труб
спасибо GRU
терь фанатею )




терь фанатею )
Кто хочет - ищет возможности, кто не хочет - причины

Re: торцеватель для труб
Сколько себестоимость такого торцевателя?
Re: торцеватель для труб
Нуууууу, если учитывать фрезерный  , то думаю большая
, то думаю большая
Re: торцеватель для труб
Рома, привет. Рад что тебе понравилось...
Расскажи :
Коронки какие используешь? Сколько служат?
Это к чему такой рычаг? Чего опять ваяешь?
Расскажи :
Коронки какие используешь? Сколько служат?
Это к чему такой рычаг? Чего опять ваяешь?
Re: торцеватель для труб
А с какой целью интересуетесь? :shok:Martoos писал(а):Сколько себестоимость такого торцевателя?
Re: торцеватель для труб
RusWin
=)))
АндрОв
не ну просто, вещь нужная, и есть ли резон искать токарей тут и заказывать, или проще наладить производство? хотя бы малой серией )
=)))
АндрОв
не ну просто, вещь нужная, и есть ли резон искать токарей тут и заказывать, или проще наладить производство? хотя бы малой серией )
Re: торцеватель для труб
Если говорить серьёзно, то надо считать..
- изготовление чертежей для лазерной резки
- лазерная резка включая материал , здесь затырки: не все режут 12мм сталь и берут маленькие заказы, я заказывал 5 комплектов из который 2 бракованных, выяснил после оплаты уже в гараже, так же часть отверстий заварено,т.к. например пазы 6мм в 12 мм стали не прорезаются - завариваются при резке, пришлось обрабатывать дополнитльено на фрезерном, при этом убил 2 фрезы, т.к. после резки метал подкалился и пипец фрезам..
- подшипники , в моём случае японские, боюсь что наши могут не выдержать,т.к. последнее время наши подшипники полное г_но, время на поиск и покупку.
- изготовление подшипникового узла: резка, фрезеровка, токарка, сверловка, нарезание резьбы, сборка
- сварка и главное после это фрезеровка тисков, что бы всё становилось в зажимной элемент нормально + сверловка и нарезание резьбы
- изготовление зажимного элемента: гибка на гибочном с приспособой ( тоже надо изготовить), сверловка, нарезание резьбы
- фрезерование пазов под болты
- изготовление вала ( труднее всего было найти нужные плашки - они дюймовые UNF стандарт) : токарка (допуск а +/-0,05), фрезеровка, нарезание резьбы
- сборка и юстировка с подгонкой, конечно точность здесь не нужна высокая, но хотя-бы 0,3 по центрам.
- изготовление переходника под большую коронку: токарка, нарезание резьбы
Вроде ничего не забыл, это перечисления операций для такого что Рома забрал. Для того который остался с возможностью изменения высота реза операций куда больше.
Так как это всё делалось в свободное время, а моя работа никак не связана с металлообработкой, то на первый экземпляр ушло 3 месяца.
А теперь прикинь какая себестоимость всего выше перечисленного?
Что бы наладить производство надо иметь сбыт, т.к. завод сразу спросит сколько делать 3000 или 5000 тысяч штук, и второй вопрос сколько заплатишь... прикинуть себестоимость можешь по моим выкладкам.
- изготовление чертежей для лазерной резки
- лазерная резка включая материал , здесь затырки: не все режут 12мм сталь и берут маленькие заказы, я заказывал 5 комплектов из который 2 бракованных, выяснил после оплаты уже в гараже, так же часть отверстий заварено,т.к. например пазы 6мм в 12 мм стали не прорезаются - завариваются при резке, пришлось обрабатывать дополнитльено на фрезерном, при этом убил 2 фрезы, т.к. после резки метал подкалился и пипец фрезам..
- подшипники , в моём случае японские, боюсь что наши могут не выдержать,т.к. последнее время наши подшипники полное г_но, время на поиск и покупку.
- изготовление подшипникового узла: резка, фрезеровка, токарка, сверловка, нарезание резьбы, сборка
- сварка и главное после это фрезеровка тисков, что бы всё становилось в зажимной элемент нормально + сверловка и нарезание резьбы
- изготовление зажимного элемента: гибка на гибочном с приспособой ( тоже надо изготовить), сверловка, нарезание резьбы
- фрезерование пазов под болты
- изготовление вала ( труднее всего было найти нужные плашки - они дюймовые UNF стандарт) : токарка (допуск а +/-0,05), фрезеровка, нарезание резьбы
- сборка и юстировка с подгонкой, конечно точность здесь не нужна высокая, но хотя-бы 0,3 по центрам.
- изготовление переходника под большую коронку: токарка, нарезание резьбы
Вроде ничего не забыл, это перечисления операций для такого что Рома забрал. Для того который остался с возможностью изменения высота реза операций куда больше.
Так как это всё делалось в свободное время, а моя работа никак не связана с металлообработкой, то на первый экземпляр ушло 3 месяца.
А теперь прикинь какая себестоимость всего выше перечисленного?
Что бы наладить производство надо иметь сбыт, т.к. завод сразу спросит сколько делать 3000 или 5000 тысяч штук, и второй вопрос сколько заплатишь... прикинуть себестоимость можешь по моим выкладкам.
Re: торцеватель для труб
Добавлю, что у меня в планах сделать вариант как у tmrus из Америки.. уже лазером нарезал 3 комплекта. Но переезд у меня сейчас... перееду доделаю.
Он проще и операций меньше, главное подшипниковый узел, там точность нужна, ну и вал, остальное мелочи подгонка и "притирка".
Вот после и можно начинать думать, какой вариант интерестней и удобней + естественно дешевле :kez_11:
Он проще и операций меньше, главное подшипниковый узел, там точность нужна, ну и вал, остальное мелочи подгонка и "притирка".
Вот после и можно начинать думать, какой вариант интерестней и удобней + естественно дешевле :kez_11:
Re: торцеватель для труб
не утишает такой список работ)))
ну , будем думать), пробывать и пробывать)
ну , будем думать), пробывать и пробывать)
Re: торцеватель для труб
Мне тоже казалось что это раз-два :-)
Так сколько на твой взгляд себестоимость?
Так сколько на твой взгляд себестоимость?
Re: торцеватель для труб
хотелось бы 1000 руб)) , но одна лишь коронка стоит 300)
я думаю около 4рех,
к сожалению пока такую сумму не осилю)
я думаю около 4рех,
к сожалению пока такую сумму не осилю)
Re: торцеватель для труб
Ок, сделаю следующую как у Ромы ( остался один комплект), так и поставлю, а то почувствовал себя барыгой, когда за более сложную объявил 6 700, а она куда сложнее.. но это первый шаг к ещё более сложной и профессиональной... её тоже сделаю, просто ради любопытства и пока набираю необходимый материал на постройку своего аппарата.
Сейчас найду фотку профессиональной и выложу..
Сейчас найду фотку профессиональной и выложу..
Re: торцеватель для труб
Хочу сделать вот такой
http://www.tube-notcher.com/tn250.html
и такой ещё,
https://www.jd2.com/p-63-notchmaster.aspx
но гидрорезчики объявили за основу 5 000 руб, пока жаба душит делать, а лазером 20-ку не порезать нормально.
http://www.tube-notcher.com/tn250.html
и такой ещё,
https://www.jd2.com/p-63-notchmaster.aspx
но гидрорезчики объявили за основу 5 000 руб, пока жаба душит делать, а лазером 20-ку не порезать нормально.